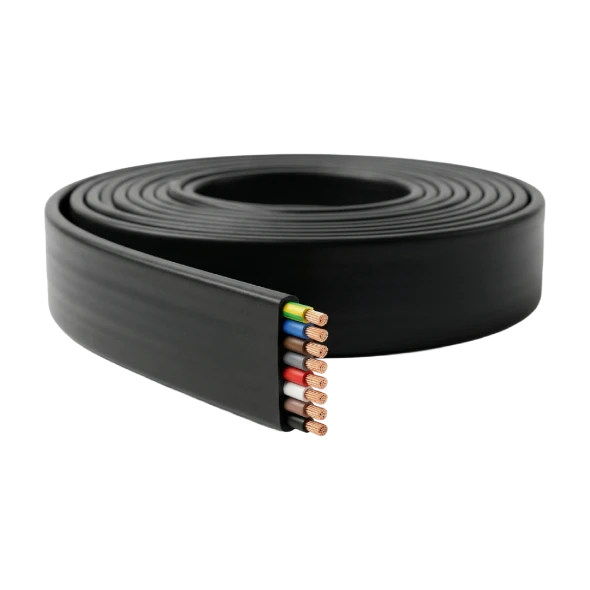

Conductors made of annealed bare or tinned copper
Special PVC or rubber compounds designed for all-weather adaptability
Number or color-coded for easy identification
Weather-resistant design
Core options ranging from 4 to 36
Copper purity at 99.97% IACS
Highly flexible construction
Operating temperature range: -20°C to 80°C
Size options: 0.5 sq mm to 2.5 sq mm
Available in 500m and 1000m drums, with customized packaging options
Designed for repetitive movement
Good flexibility & tensile strength
Stable insulation under mechanical stress
Elevator manufacturers
Building contractors
OEM lift system suppliers
Certified Quality & Compliance
Enhanced Electrical & Fire Safety
Superior Electrical Performance
Mechanical Strength & Durability
Climate & Environment Resistance
Customisation & Packaging Flexibility
Energy Efficient & Sustainable